- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
A lézeres vágás négy típusa
2023-07-03
A tudomány és a technológia folyamatos fejlődésével a lézervágás technológia egyre kifinomultabbá válik. Ma négyféle lézervágási technológiát mutatok be.
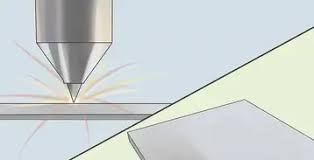
A lézeres vágás napjainkban a fémfeldolgozás egyik legnépszerűbb módszere. Az alapelv az, hogy fókuszált, nagy teljesítménysűrűségű lézersugarat használnak a munkadarab besugárzására, aminek következtében az gyorsan megolvad, elpárolog, ablálódik vagy eléri a besugárzott anyag gyulladási pontját. Ugyanakkor nagy sebességű koaxiálist használ a sugárhoz. A légáram elfújja az olvadt anyagot, így lehetővé válik a fém munkadarab vágása.
A feldolgozandó anyag termofizikai tulajdonságaitól és a segédgáz tulajdonságaitól függően a lézervágás négy típusra osztható. Ezek lézeres gőzvágás, lézeres olvasztó vágás, lézeres oxigénvágás és lézervezérelt törés.
1. Lézeres gőzvágás
Nagy energiájú, nagy sűrűségű lézersugár segítségével a munkadarab felmelegítésére a vágott anyag hőmérséklete gyorsan emelkedik, rövid időn belül eléri az anyag forráspontját, kihagyja az olvasztási lépést és közvetlenül megkezdi a párologtatást, hogy gőzt képezzen. A gőz kifújásakor a vágóanyagban bevágás képződik.
2. Lézeres olvasztó vágás
A fémanyagot lézerrel melegítik és olvasztják. Egy inaktív gázt, például nitrogént fújnak át a sugárnyalábbal koaxiális fúvókán, és az olvadt folyékony fém a gáz erős nyomása alatt távozik. A lézeres olvasztásos vágás előnye, hogy a vágóélek viszonylag simák és általánosak. Nincs szükség másodlagos feldolgozásra, magas a lézer energiaigénye és magas a gáznyomás. Alkalmas rozsdamentes acél, titán, alumínium és ötvözött fémek vágására.
3. Lézeres oxigénvágás
A lézeres oxigénvágás elve hasonló az oxiacetilén vágáséhoz. Előmelegítő hőforrásként a lézert használja, vágógázként pedig oxigént és más reaktív gázokat. Egyrészt a kilépő gáz a vágófémmel együtt oxidálódik, nagy mennyiségű oxidációs hő szabadul fel; másrészt az olvadt oxidot és az olvadékot kifújják a reakciózónából, hogy a fémben bevágás keletkezzen. A vágási sebesség gyors, és elsősorban szénacél fémanyagok vágására alkalmas.
4. Lézerrel vezérelt törés
A lézerrel vezérelt törés a viszonylag kis lézerteljesítmény alkalmazása a horonyban éles hőmérséklet-eloszlás létrehozására, ami helyi hőfeszültséget okoz a rideg anyagokban, és az anyag megrepedését okozza a horony mentén. A nagyobb erők megolvaszthatják a munkadarab felületét és tönkretehetik a vágóélt. Elsősorban törékeny anyagok, például szilícium ostyák és üveg vágására alkalmas.